Гелькоут NORPOL
- Условия хранения
- Подготовка гелькоута
- Выявление и устранение проблемы
- Вопросы для определения причин возникающих проблем
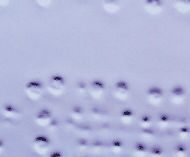
- Рыбьи глаза
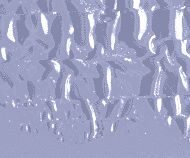
- Образование неровной поверхности
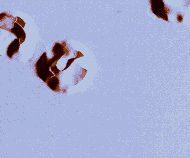
- Плохая адгезия
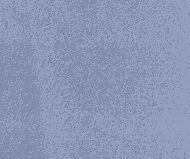
- Образование морщинистой поверхности
- Пузырьки образуются на солнце / при воздействии тепла
- Пигменто /цвето – отделение
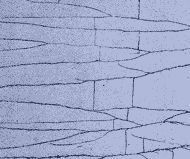
- Растрескивание
- Выцветание или обесцвечивание
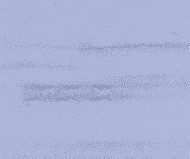
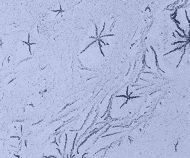
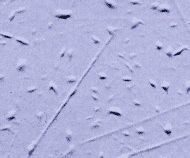
- Волокнистый рисунок
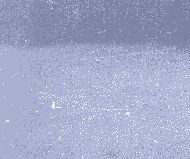
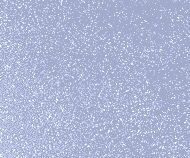
- Пористость
- Самопроизвольный отрыв от матрицы
- Наплыв
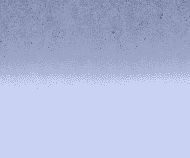
- Выцветание
- Копир-эффект
- Пыль в форме
- Пожелтение
- Матовая поверхность
- Пузырьки от воды
Reichhold Inc. ведущий производитель гелькоутов в Европе, предан делу обеспечения своих клиентов качественной продукцией, обслуживанием и технической поддержкой.
Несколько слов о настоящем руководстве
Reichhold АС подготовила настоящее руководство, чтобы помочь Вам, производителю композитных материалов, изготавливать продукцию отличного качества с превосходными характеристиками, и имеющую безупречный внешний вид. В настоящем руководстве с помощью фотографий и комментариев предоставлена важная информация, а также описываются способы устранения специфических дефектов.
Срок хранения наших стандартных гелькоутов не менее 6 месяцев с момента выпуска при условии, что:
- Температура хранения не выше 23°С
- гелькоут хранится в закрытом, запечатанном в фабричных условия и непрозрачном сосуде
- гелькоут хранится в месте, защищенном от попадания прямых солнечных лучей
Если условия хранения гелькоутов NORPOL не соответствуют нашим рекомендациям, то срок использования уменьшится.
Если в результате определенных условий хранения температура материала окажется нижe 18°С, перед использованием его следует нагреть до температуры 18-23°С. Прогреть материал можно, принеся сосуд(ы) с ним в мастерскую. Эта процедура прогревания должна происходить несколько дней.
- Перед использованием размешайте содержимое сосуда
- Во избежание несовпадения цветов, продукты с разными артикулами следует смешать до начала использования
- Перед использованием убедитесь в том, что температура гелькоута 18-23°С.
- гелькоуты предназначены для двух способов применения: Распыление (с пометкой S) и для нанесения кистью (с пометкой Н). Убедитесь в том, что Вы используете нужный вид гелькоутов.
Выявление и устранение проблемы
Даже при условии, что температура в мастерской идеальная, содержание пероксида в гелькоуте измерено правильно и оборудование для распыления тщательно проверено, и оператор - опытный техник, проблемы все же могут возникать и при идеальных условиях. Проблема может быть вызвана непреднамеренной оплошностью, неожиданными изменениями или случайностью.
Для предотвращения возникновения наиболее распространенных проблем, которые периодически возникают, мы составили несколько ключевых вопросов, чтобы обеспечить пользователю основу для определения причины возникающих проблем.
Ряд фотографий покажет, как выглядят наиболее распространенные дефекты. В этом разделе описаны причины, вызывающие различные дефекты, что и покажет оператору пути решения проблем.
Вопросы для определения причин возникающих проблем
- Как выглядит дефект?
- Когда он впервые появился?
- Присутствует ли дефект по всей поверхности или он локализован в определенном месте?
- Прослеживается ли этот дефект в форме, в которую продукт заливался?
- В какое время суток гелькоут использовалось и кем (смена, оператор)
- При каких условиях использовалось гелькоут? (Температура помещения, материалов), влажность, пыль/загрязненность воздуха и т.п.
- Проявляется ли дефект только на продукте, извлеченном из формы? (Заметна ли эта проблема на гелькоуте в форме, до начала ламинирования)
- Произошли ли какие-нибудь изменения в процессе работы? (Температура, дополнительное засвечивание, качество гелькоута, качество/количество пероксида, используемое оборудование, метод использования)
- Проявился ли дефект на всех произведенных продуктах или только на одном?
- Существует ли общая точка зрения относительно характера дефекта?
- Все ли поступившие материалы были проверены? (Состояние формы, воск/антиадгезив, качество гелькоута и пероксида, другое усиление, грунтовка...)